
Expert Solution Designer For Coil Handling And Press Feeding Line
Certificates
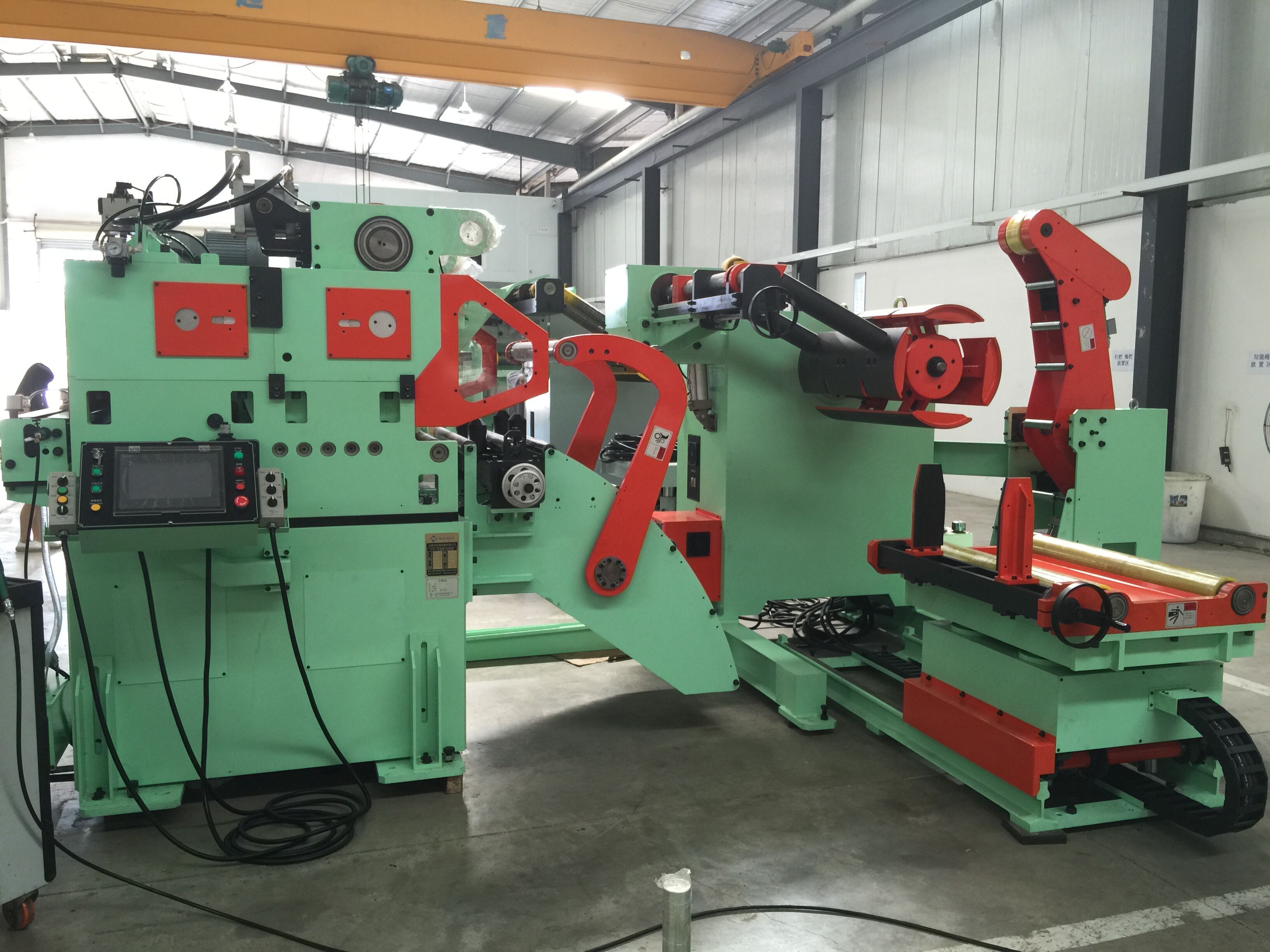
How To Choose Suitable Coil Straightener Feeder Machine?
How to choose suitable coil straightener feeder machine
The modern metal stamper must build capacity and flexibility into his coil-processing and stamping machinery to meet the challenges presented by evolving product lines and new customers and markets. These overlying challenges present a substantial obstacle when specifying a new straightener. The stamper faces fundamental decisions early in the game related to the ability of the straightener to handle a variety of applications.
For example, a straightener with seven 100mm dia. work rollers located on 170mm centers, and given adequate power and gears, will straighten 6mm.-thick cold-rolled steel. The same machine will have minimal effect on 1.2mm. cold-rolled steel. Likewise, a straightener designed with seven 76mm dia. work rolls located on 127mm. centers will effectively straighten the 1.2mm thick steel but will lack the horsepower and roll strength to process 6mm material. If an application calls for this type of variation in material thickness, a fundamental decision must be made in regards to the cost effectiveness of building a special machine to meet the full spectrum of needs, versus building a standard machine that will provide optimum straightening at either the light-gauge or heavy-gauge end.
Stampers also must consider the maximum width of the material and machine, and the range of material thicknesses to be processed. As straightener width increases so does the tendency for work rolls and journals to deflect under load, thus impacting the machine’s ability to process material with a defined thickness and width. This deflection can result in a loss of contact-surface area, decreased straightening efficiency, material slippage or broken work rolls.
Note: Do not request a machine capable of processing wide material without considering the effect that narrower material will have on the machine. A machine rated to straighten 1200mm wide by 3mm -thick steel may struggle to process the same thickness of steel, but as 300mm wide strip. The cross section and strength of the 300mm material is substantially less than the 1200mm. material, but the straightener rolls most likely will experience a greater amount of deflection when running the narrower material, as the forces and stresses are concentrated at the roll center. This area is furthest from the end journals and bearings that support the rolls. (A single row of backup rolls would allow the machine to efficiently straighten the narrower material.)
Send the inquiry, Honger is ready to design the best machine solution for you!
navigation
Contact Person
- Name:
- Fenny Ye
- Tel:
86-755-28372363
86-755-84829280
- Email:
- export@he-machine.com
- Address:
- 1601-1602,A4 Building,Zhujiang Plaza,Longxiang Road,Longgang District , SHENZHEN , GUANGDONG
subscription
QR code
